全国24小时咨询热线
138-2055-7779
全国24小时咨询热线
138-2055-7779
全国服务热线:
华生(天津)管道科技有限公司
地址:天津市津南区双港工业区睿科道10号研创产业园64号
手机:138-2055-7779 蔡经理
手机:138-2055-8625 郑经理
手机:136-7218-9567 马经理
座机:022-27262116
座机:022-87889118
邮箱:huashengpipe@163.com
【华生管道】由于PVC给水管件管件制品加工过程复杂,各加工企业因添加各类助剂的配出,质量都有差异,使用加工助剂ACR的质量与数量均有差异。因此不能准确说用多少BOVC替代ACR合适或明确地给出100份PVC树脂需添加BOVC的量。根据已使用BOVC厂家的经验,可以这样来确定BOVC的用法和用量。
目前在型材、管材、管件上的用量范围为1-2%,同时减少ACR、CPE和润滑剂的用量(不同的产品减少滑剂的量不同),可以降低生产成本。由于该产品流动性优异,PVC给水管在用于生产高钙管时,可以降低物料与料筒及螺杆的磨损,延长加工设备的使用寿命;同时可以大幅减少CPE和ACR的用量,外润滑剂的用量可以减少20%-30%的量,生产成本大幅降低,还可彻底解决管材上的黑线问题。
在用于穿线管生产时,制品回弹性好,抗压强度提高2%-3%。若生产中出现熔体强度差的问题,可适量添加ACR解决。在用于软制品生产时,可降低增塑剂和润滑剂用量,降低生产成本,并解决了增塑剂和润滑剂的表面迁移问题。
PVC给水管在用于型材生产时,制品表面光洁度和拉伸强度提高。如果出现焊角强度降低的现象,可减少滑剂用量,必要时再减少稳定剂用量。在用于PVC注塑件生产时,如制品出现蝴蝶斑现象,可去掉DOP、环氧大豆油、PE蜡等滑剂,加1-1.5份单甘酯,效果良好。
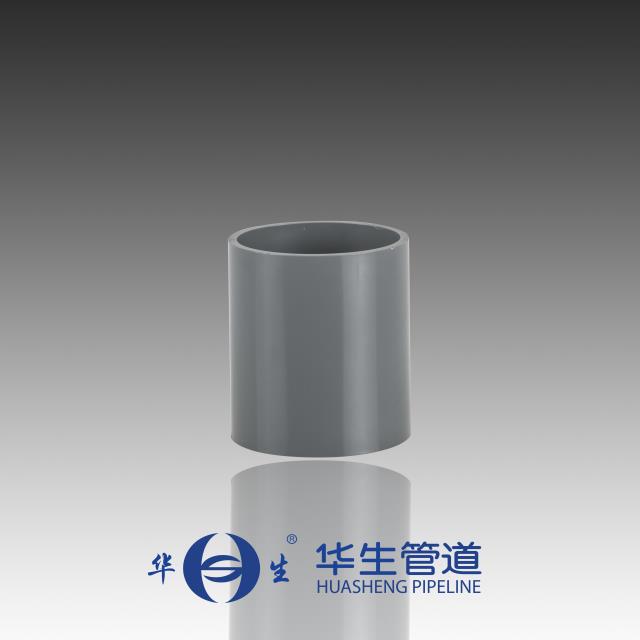
安装方法:
1、应保持电熔管件与管材的熔合部位不受潮。
2、管材和管件连接表面必须保持干燥、清洁、无油。
3、切割管材必须使端面垂直于管轴线。管材切割一般使用管子剪或管道切割机,必要时可使用锋利的钢锯,但切割管材断面应除去毛边和毛刺。
4、热熔工具接通电源,达到工作温度绿色指示灯亮后方能开始操作5、加热时,无旋转地把管端导入加热套内,插入到所标志的深度,同时,无旋转地把管件推到加热头上,达到规定标志处。加热时间应按熔接工具使用说明书中执行。
6、达到加热时间后,立即把管材与管件从加热模具上同时取下,迅速无旋转地直线均匀插入到所标记深度,使接头处形成均匀凸缘。
7、规定的时间内,刚熔接好的接头还可校正,但不得旋转。
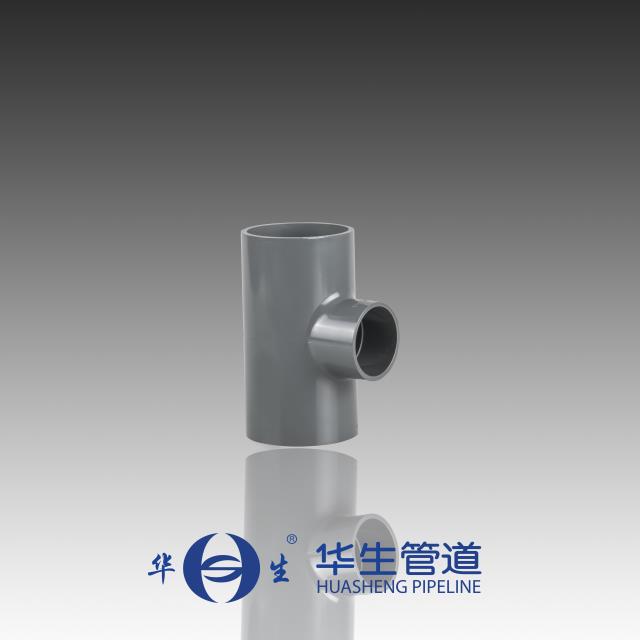
8、熔接弯头或三通时,按设计图纸要求,应注意其方向,在管件和管材的直线方向上,用辅助标志标出位置。
9、电熔连接的标准加热时间应由生产厂家提供,并应随环境温度的不同而加以调整。
10、管道安装时不得弯曲,穿墙或楼板时,不宜强制校正,当与其他金属管道铺设时净距应大于100mm,且聚丙烯管道应在金属管道的内侧。
Copyright ©2002-2023 华生(天津)管道科技有限公司 备案号:津ICP备2023000381号-2
服务热线:138-2055-7779 公司地址:天津市津南区双港工业区睿科道10号研创产业园64号
电话:022-27262116 邮箱:hushengpipe@163.com 技术支持:金尚铭网络